张国成先生13842518611
戴 金女士13591507390
辽宁省丹东市振兴区青年大街123号
chunchangkeji@126.com
淘宝网址:https:shop236572794.taobao.com
焊缝评片口诀(1)
评片人员应注意, 适用标准要熟记.
观片像质放在先, 所有标记要齐全.
识别伪象第二件, 仔细区分也不难.
气孔图象最易看, 圆形浓黑边缘淡.
非金点状夹渣物, 形状不惦有棱边.
夹珠通常很少见, 白色底片有黑边.
咬边成线或成点, 似断似续常出现.
这种缺陷很好评, 位置就在熔合线.
未熔合的深度浅, 射线照相难发现.
未焊透是大缺陷, 影象大都呈直线.
间隙过小饨边厚, 位置就在缝中间.
内凹就在仰焊面, 间隙太大是关键.
焊缝评片口诀 (2)
横裂纵裂最危险, 纵向裂纹常相见.
有的直线有的弯, 中间稍宽两端尖.
裂纹未熔不允许, 若要发现评四级.
单面出现未焊透, 应以长深来区分.
未熔条渣区分难, 评定两者细心看.
夹渣评定测长短, 不能评为一级片.
一直线上条渣组, 测量间距是关键.
缺陷评级按板厚, 缺陷数量按条款.
气孔条渣在一起, 孔渣各自先评级.
级别之和再减一, 成为最终评定级.
评片综合技能高, 标准规范最重要.
定性定量和评级, 最终结论不能少.
一、评片前的准备工作
1)工具准备:应准备评片尺,记录笔,放大镜,记录表格
2)检查评片设备是否完好:
二、评片前首先仔细研究提供的信息:
1)材料厚度主要评定体积性缺陷
体积性缺陷主要分为条状缺陷与圆形缺陷。
长径与短径之比大于3者为条状缺陷,不大于3为圆形缺陷。
对于条状缺陷主要用于评定等级。
对于圆形缺陷主要用于缺陷评定区的确定与评定等级

综合评级:在圆形缺陷评定区内同时存在圆形缺陷与条形缺陷,应当进行综合,综合评级的级别为圆形缺陷评定级别加条形缺陷评定级别减一。
2)母材性质有助缺陷性质
中碳钢、合金钢容易产生裂纹(特征:两头尖 ,带有齿纹状)
三、所有缺陷要找全找准 1)判定伪缺陷:主要从胶片表面观察。
2)缺陷定性采用排除法;所有面积型的缺陷定级全面为Ⅳ
未熔合:特征一条直线或一边与边界平行,且靠边边界的一面比另一面的黑度要大。
未焊透:两条平行直线或带有气孔的一条直线。
3)所有的缺陷要找全,不能遗漏。
4)应当特别注意热影响区的缺陷,热影响区的缺陷一般为裂纹。
四、注意观察波纹与边界线
1)两条边界线肯定为单面焊;四条边界线一般双面焊,但要注意单面焊双
面成型。
2)观察波纹位置、紧密程度,确定焊接方法
埋弧焊:适用于母材厚度较大,边界较阔,波纹位置均匀,且分布较阔。
氩弧焊:适用于母材厚度较小,边界较窄,波纹位置均匀,且分布较密。
手工焊:介于两者之间。
3)观察波纹位置分布确定焊接位置
平焊:波纹分布均匀,一般在于中间。
横焊:波纹分布均匀,一般偏于一侧。
立焊:波纹位置不均匀,两侧都有波纹。
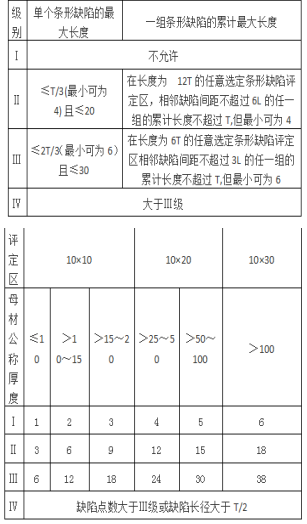
五、条形缺陷评级
Ⅰ级焊缝不允许存在条形缺陷。ⅡⅢ级焊缝对条形缺陷是从单个长度和总长两个方面来要求。两方面都满足了某一级的要求,才能评为该级。
1、 对于单个条形缺陷规定的限值,理解为:
对于Ⅱ级,T≤12mm,其限值为4mm,T≥60mm,其限值为20mm,12mm≤T≤60mm,其限值为T/3。
对于Ⅲ级,T≤9mm,其限值为6mm,T≥45mm,其限值为30mm,9mm≤T≤45mm,其限值为2T/3。
2、 不能算作单个连续条形缺陷的条形缺陷组的评定
对于Ⅱ级,其间距均不超过6L(L为其中最长者),其累计长度在12T的任意选定的条形缺陷评定区内不得超过T,最小可为4.
对于Ⅲ级,其间距均不超过3L(L为其中最长者),其累计长度在6T的任意选定的条形缺陷评定区内不得超过T,最小可为6.

