еХЙњГЩЯШЩњ13842518611
ДїЁЁН№ХЎЪП13591507390
СЩФўЪЁЕЄЖЋЪаеёаЫЧјЧрФъДѓНж123КХ
chunchangkeji@126.com
ЬдБІЭјжЗЃКhttps:shop236572794.taobao.com

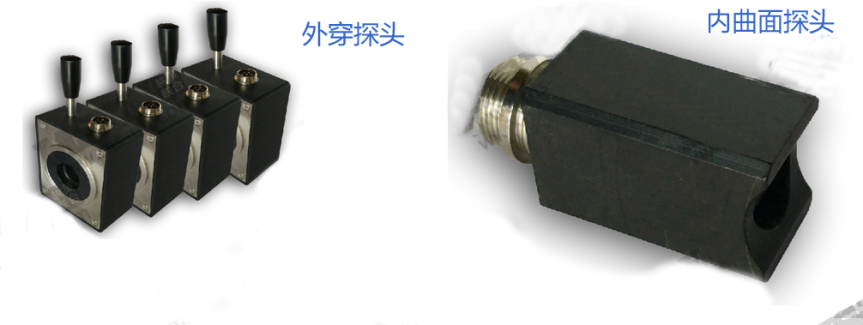
| МьВтЖдЯѓУћГЦ | ВЛатИжжБЗьКИЙмЃЌдВЙм |
| ВФСЯ | ВЛатИжЃЈ2ЁЂ3ЯЕЕШЃЉ |
| ГпДчЙцИё | ЙцИёЃКІе9mm-35mmЃЌБкКё0.2-0.4mmЁЃ |
| КИЗьПэЖШ | Ёж1mm |
| ГЄЖШ | ГЄдкЯпЬНЩЫЃЌЬНЩЫЭъКѓЗЩОтЧаЙмЛђХЬЙм |
| ЭфЧњЖШ | 1.5mm/mЃЈМьВтЙЄЮЛДІЃЉ |
| дВЖШ | дВЙмЁм0.1mm |
| ДжВкЖШ | ЙмБкМАКИЗьЃЈгаЙЮУЋДЬЃЉЁм3.2 |
| гВЖШ | НЯгВ |
| дкЯпЫйЖШ |
КИНгЫйЖШЃК 0.6Ём10m/minЃЈыВЛЁКИвЛАуЫйЖШНЯТ§ЃЉ |
| МьВтВПЮЛЮТЖШ | 80-100ЁцЛђГЃЮТ |
| МьВтжДааБъзМ | ||
| БъзМБрКХ | БъзМУћГЦ | ЕШМЖ |
| YB/T 4083-2011 | ЮаСїздЖЏЛЏЬНЩЫЯЕЭГзлКЯадФмМьВтЗНЗЈ | / |
| GB/T 7735-2004 | ИжЙмЮаСїЬНЩЫМьбщЗНЗЈ | BМЖЃЈзюИпМЖЃЉ |
| ађКХ | УћГЦ | ММЪѕВЮЪ§ | БИзЂ |
| 1 | ЖЫЭЗУЄЧј | Ём100m | ШЁОігкВтЪдЫйЖШ |
| 2 | ЮШЖЈад | 8аЁЪБКѓЁъ2dB | ВтЪдБъбљ |
| 3 | ХчБъОЋЖШ | ЁР50mm | ВтЪдБъбљ |
| 4 | ТЉБЈТЪ | 0% | ВтЪдБъбљ |
| 5 | ЮѓБЈТЪ | Ём2% | ВтЪдБъбљ |
| 6 | МьВтЫйЖШ |
0.6Ём600m/min ыВЛЁКИИљОнПЭЛЇКИНгЫйЖШЕїећ |
ШЁОіТђЗНКИНгЫйЖШЃЌзюПьЫйЖШПЩДя600m/minЃЈБОЯюФПЮЊВЛатИжыВЛЁКИЃЌЫйЖШНЯТ§ЃЉ |

| HETЯЕСааЭвЧЦїВЮЪ§ |
|
Ёє МьВтЭЈЕРЃК2ЃЈПЩРЉеЙЖрЭЈЕРЃЉ Ёє ЦЕТЪЗЖЮЇЃК50 HzЁЋ10 MHzЃЌ СЌајПЩЕї ЃЛ Ёє ЖдШБЯнВПЮЛФмзМШЗМАЪБЬсЙЉЗДРЁаХКХЃЌВЂНјааХчФЋДђБъЃЌДђБъЮЛжУЁЂГЄЖШЕШПЩЕїЃЛ Ёє ДђБъОЋЖШЃКЁмЁР50mm; Ёє дівцЗЖЮЇЃК0.0ЁЋ99.0 dB СЌајПЩЕїЃЌ ВННј: 0.1 Ёє ТЉХаТЪЃКЁм0%ЃЌЮѓХаТЪ(ЮѓНЋКЯИёЦЗХаЖЯЮЊВЛКЯИёЦЗ)Ём1% Ёє ЯрЮЛа§зЊЃК0ЁЋ359ЁуСЌајПЩЕїЃЌВННј: 1 ЃЛ аХдыБШЁн10dB Ёє бгЪБгВМўЪфГіБЈОЏЁЂЪЕЪБгВМўЪфГіБЈОЏЃЌЖржжБЈОЏДАФЃЪНЃЛ Ёє здЖЏаЮГЩМьВтБЈИцЃЈАќРЈМьВтЪ§СПЁЂКЯИёЪ§КЭВЛКЯИёЪ§ЃЉЃЛ Ёє здЖЏМЧТМЯдЪОШБЯнЪ§МАЦфЮЛжУЃЛ Ёє ЕчдДЃК 180-240VЃЈЃ20ЃЅ ЁЋ ЃЋ20ЃЅЃЉ50HZЁР10% ЛЗОГЮТЖШЃК-20ЁЊ55ЁцЃЛЛЗОГЪЊЖШЃКЁм85% Ёє УПЬЈЬНЩЫвЧАВзАЕФЦНУцЮЊЃК550ЁС1000mm2,аХКХЯпзпЯђЮЊВрБкЁЂЕзВПЖМПЩвдЃЌ Ёє дівцБШЃКЃЈX/YЃЉ0.1ЁЋ10.0ЃЛ Ёє ПЩЕїЬНЭЗЧ§ЖЏЃЈМЄРјЃЉЕШМЖЃК1ЁЋ8 ЃЛ Ёє ПьЫйЪ§зжЃЏФЃФтЕчзгЦНКтЃЛ Ёє ТЫВЈЯЕЪ§ЃК1-30000 Ёє ИЩШХЯЕЪ§ЃК0-100 Ёє ОпгаЖЫЭЗЁЂЖЫЮВаХКХЧаГ§ЙІФмЃЛ Ёє ЯћвўЯдЪОЯЕЪ§ЃК1ЁЋ400 Ёє Ъ§зжТЫВЈЃКЕЭЭЈЃЈ0HzЁЋ2000HzЃЉИпЭЈЃЈ0HzЁЋ2000HzЃЉЃЛВЩгУзЈвЕЕФЁАЪ§зжТЫВЈЁБЃЌгааЇвжжЦЯжГЁИЩШХаХКХЃЌБЃжЄМьВтЕФзМШЗадКЭЮШЖЈадЃЌ Ёє ЮШЖЈадЃК8аЁЪБЈQ2dB Ёє ЗЧЕШЗљЁЂЗЧЖдГЦЯрЮЛБЈОЏЧјгђЩшЖЈЃЛ Ёє ЖржаЯдЪОЗНЪНЃКзшПЙЁЂЪБЛљЃЛ Ёє ЩљЙтБЈОЏЪфГіЃЛ Ёє ОпгабгЪБЁЂЖЈГЄДђБъЃЛ Ёє ФкЁЂЭтЪБжгбЁдёЃЛ Ёє ПЩДѓСПДцДЂИїжжМьВтГЬађКЭМьВтЪ§ОнЃЛ Ёє ПЩЮаСїаХКХЛиЗХРЉеЙЙІФмЃЌВтСПШБЯнЕФЗљжЕЁЂЯрЮЛЁЂЪ§зжжЕЃЛ Ёє ЯдЪОЗНЪНЃКЪЕЯпЁЂЯћвўЃЛ Ёє жагЂЮФВйзїгябдЁЂдкЯпАяжњЃЛ Ёє жБНЧзјБъЯЕгыМЋзјБъЯЕБГОАбЁдёЃЛ Ёє здЖЏШеРњЁЂЪБМфЯдЪОЃЛ |
|
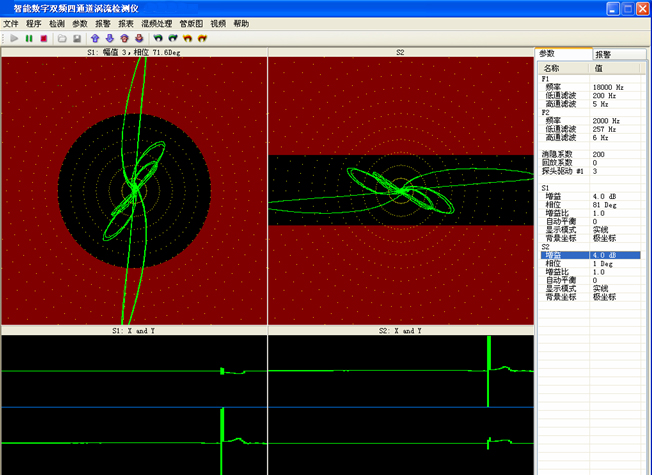
МьВтБЈИцЩшжУ вЧЦїВПЗжЙІФм |
|
|
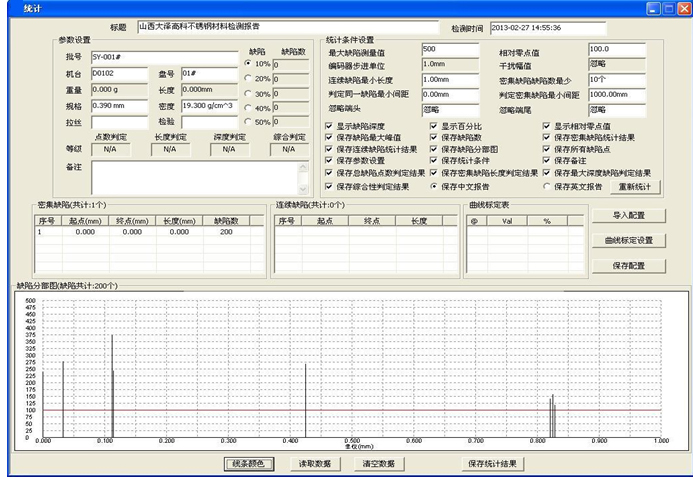
Ъ§ОнБЃДц КЭВщбЏ |
DATЮФМўАќЃК ЪЕЪБздЖЏБЃДцМьВтЪ§Он,гУЛЇПЩдкШЮКЮЪБПЬВщПДЪ§ОнЃЌПЩдкАьЙЋЪвЛђепМвРяЕФЕчФдЪЙгУЁАЛиЗХЁБЙІФмЃЌМьВтМьВтНсЙћЃЌзіЕНУПИіЙЄМўМьВтЕФЧщПігаМьВтМЧТМКЭЖдгІМьВтНсЙћЧщПіЁЃ |
|
БЈОЏ ЩшжУЙІФм |
ПЩИљОнгУЛЇЖдШБЯнДѓаЁЛђепбщЪеБъзМВЛЭЌЖјСщЛюЕїећЃЌвВПЩТњзуВЛЭЌЕФМьВтОЖЕФИжЖјЩшжУВЛЭЌДѓаЁЧјгђЕФБЈОЏЗНЪНЁЃET0xОпгаЖРЬиЕФЁАБЈОЏЩшжУЙІФмЁБЃЌЗЧЕШЗљКЭЯрЮЛБЈОЏЃЌЩШаЭКЭЗНДАЕШЖржжБЈОЏФЃЪНЁЃ |
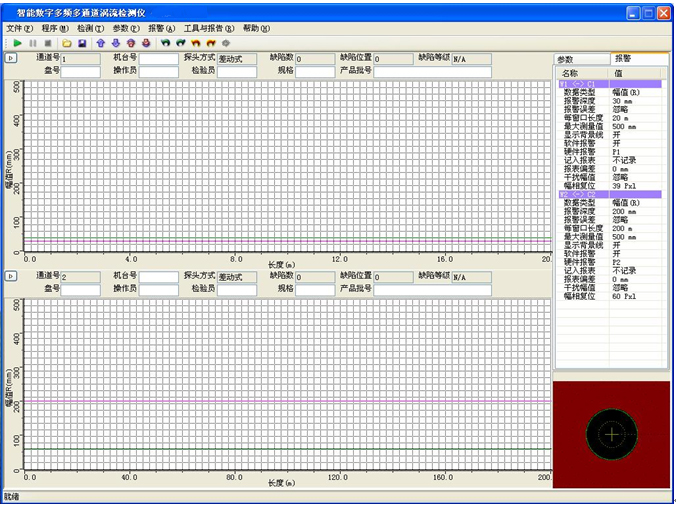
| ВЮЪ§ЩшжУ | ПЩИљОнгУЛЇЕФашвЊЃЌЩшжУВЛЭЌЕФЭЈЕРМьВтВЮЪ§ЃЌБЃДцЕНвЧЦїРяУцЃЌЫцЪБПЩЪЙгУЁЂВщбЏЁЃ |
| БЈОЏЪфГі | вЧЦїПЩЭЈЙ§ЩљЁЂЙтБЈОЏЃЌЭЌЪБЭЈЙ§гВМўI/OЪфГіЃЌСЌНгЛњаЕздЖЏЛЏЗжбЁЯЕЭГЃЌДяЕНШЋздЖЏЛЏМьВтЕФашЧѓЁЃ |
| МьВтБЈИц | вЧЦїЪЕЪБздЖЏЭГМЦМьВтЪ§СПЃЌКЯИёЪ§КЭВЛКЯИёЪ§ЃЌКЯИёТЪЃЌМьВтШЫдБЃЌМьВтШеЦкЃЌМьВтЯрЙиЕФВЮЪ§ЁЃ |

| ађКХ | УћГЦ | ФкШн | ЯћКФСП |
| 1 | Еч | ПижЦЕчдДЃКAC 220VЁР10%ЃЈШчгУDC24VдђздЙЉЃЉ | 1KW/h |
| 2 | ГЇЗПФкЮТЖШ |
ЖЌМОзюЕЭЮТЖШЃКЃ10 Ёц ЯФМОзюИпЮТЖШЃК+ 40 Ёц |
|
ађ КХ |
ЯЕЭГ | ЩшБИУћГЦ | ЙцИёаЭКХ | Ъ§СП | БИзЂ |
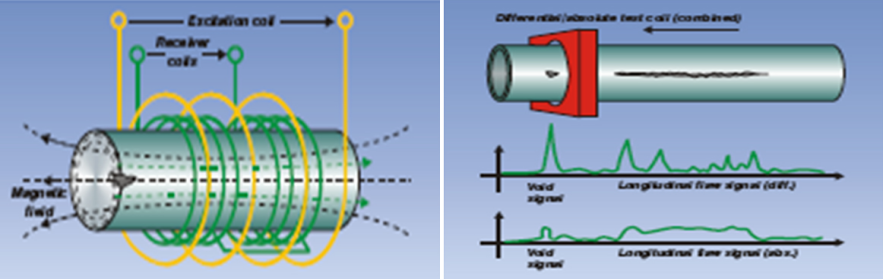
| 1 | ETЯЕЭГ | жЧФмЪ§зжЫЋЭЈЕРЮаСїЬНЩЫвЧЃЈАќРЈБъзМИНМўЃЉ | HETЯЕСа | вМЬз | |
| ДЉЙ§ЪНЬНЭЗ/ЕМЬззщКЯ | A02 | ШўЬз | |||
| ЬНЭЗМм | ЖЈжЦ | вМЬз | |||
| 2 | ИЈжњЯЕЭГ | БЈОЏЯЕЭГ | A0201 | вМЬз | |
| ДђБъЯЕЭГ | A0202 | вМЬз | |||
| здЖЏЛЏМьВтФЃПщ | A0203 | вМЬз | |||
| 3 | МьВтШэМў | ЮаСїМьВтШэМў(жеЩэУтЗбЩ§МЖ) | NDT-ET02 | вМЬз | |
| 4 | ЫцЛњзЪСЯ | ЯрЙиЭМжНЁЂзЪСЯЁЂЙтХЬЕШ | вМЬз | ||
| 5 | ЩшБИдЫЪфЗбгУ | ЙњФк | |||
| 6 | АВзАЕїЪдМАХрбЕ | 1ДЮ | |||
| ађКХ | ХрбЕУћГЦ | ХрбЕЗНЪН |
ЪБМф дМЮЊ |
ШЫЪ§ ЃЈПЭЛЇПЩздЖЈЃЉ |
ЕиЕу |
| 1 | вЧЦїВЮЪ§ЕїНкМАВйзї | ЯюФПЯжГЁ | 0.5h | 3-5ШЫ | ТђЗНЛђТєЗНЙЄГЇ |
| 2 | ЮоЫ№МьВтдРэМАЦфЕїЪдДѓИй |
PPTЛђеп ЯжГЁ |
1.0h | 3-5ШЫ | ТђЗНЛђТєЗНЙЄГЇ |
| 3 | ЩшБИЮЌЛЄБЃбјЁЂАВШЋжЊЪЖ |
PPTЛђеп ЯжГЁ |
0.5h | 3-5ШЫ | ТђЗНЛђТєЗНЙЄГЇ |

